KOR
KOR CHN
CHN JPN
JPN AMAZON
AMAZON



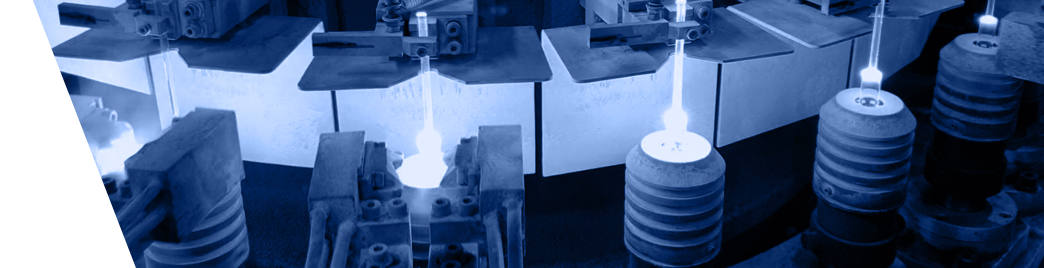
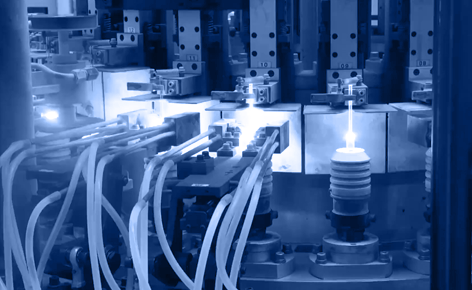
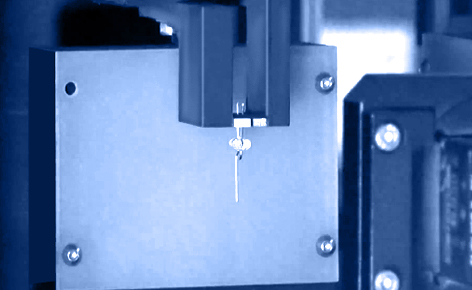
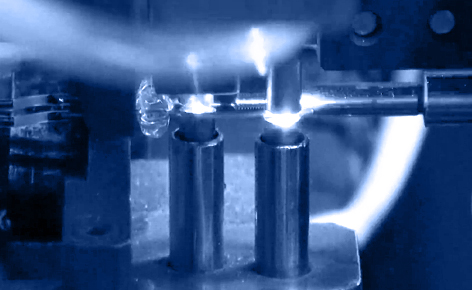
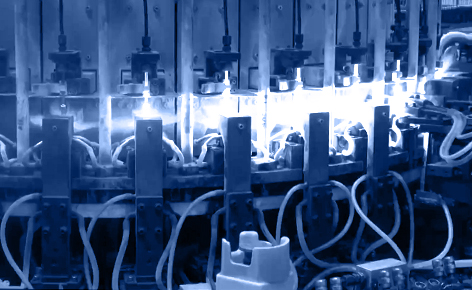
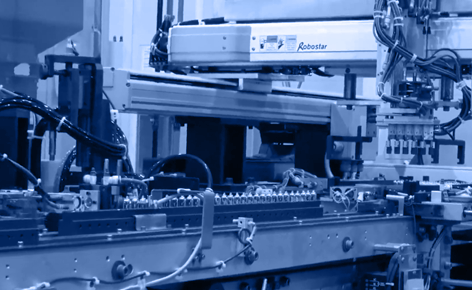
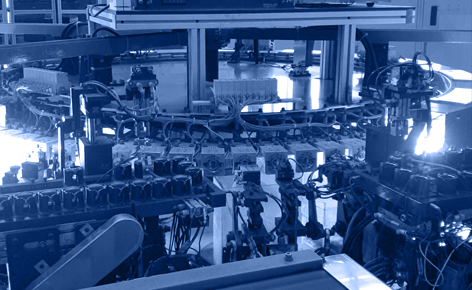
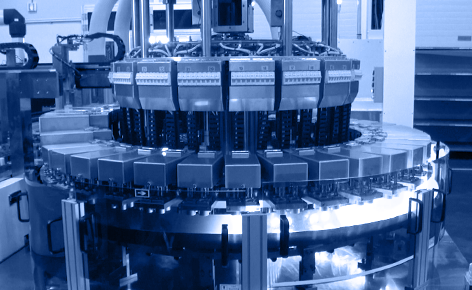
LASER GLASS CUTTING MACHINE
The laser glass tube cutting process is performed by the automated system to laser the quartz glass tube to specification, and the cut (body) material is automatically screened by the automated computer control program and then moved to next process by the conveyor system.